

液压泵传动轴的修理的几种方法
- 作者:液压网
- 时间:2012-09-04
- 阅读:995

JBZ-01B型泵在工作运行中,除了柱塞副、配流球阀副容易磨损外,其他易损的零件就数传动轴。它的磨损部位发生在与滚动轴承及油封相配合的轴颈;与传动电机同轴度较差时,伸出轴端的键槽也易磨损松动。
传动轴是机械设备中的通用类零件,其修理手段较多,现主要介绍下列方法:
(一)焊补法
采用焊补法修理抽颈磨损,是厉史最悠久的一种修理方法。此法的优点是连接强度高,不需要专用设备,只要一般的焊接工具即可。具体工艺过程如下:
1.表面处理
清理污损处,若磨损为不规则的椭圆形或谁形,为使焊接应力分布均匀,焊层均匀,难以剥落,焊前经常加工为对称或均匀
状态。
2.表面焊补
表面焊补时,温度很高。且分布不匀,很易产生变形,所以,堆焊时应尽可能使轴的四周温度均匀,枚常采取如图3-14所示的方法。
(1)对面焊补
即某一面焊好后,将轴回转180°,再焊对称的那个面,依次按图3-14(a)所示顺序进行。
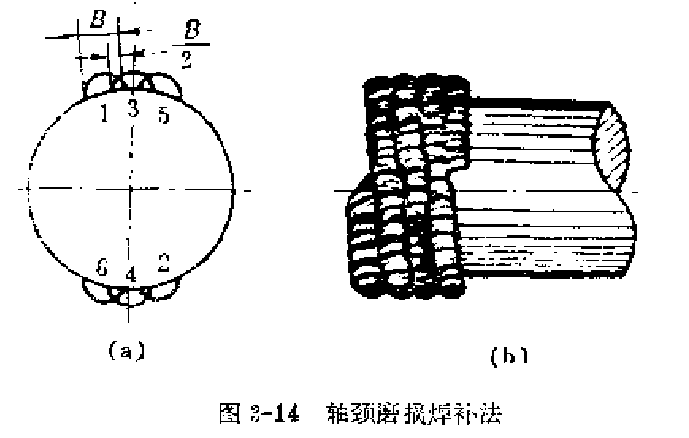
(2)螺旋形焊补
图3-14(b)为螺旋形焊补。在焊补过程中使轴缓慢回转,令堆焊形成螺旋线,以此减少变形。焊补后的外径,一般比需要尺寸大6mm为宜,以备机械加工。
焊补法可采用电弧焊或气焊的方式。但无论采取什么方式都必须注意裂缝、变形的产生和降低热应力。因此,在上述任一
种焊接工艺方法实施的同时,还应该采取下列措施:
①在焊补前预热被堆焊的零件,,预热的温度按斌零件本身的材料来选择:30号、35号钢为100℃(也可不预热),40号、45号钢为150℃,50号、60号钢为200~250℃,60号和合金钢为250~400℃。
②采用散热冷却的措施,即将不需焊补的部分适当地浸入水中,似便迅速地导出热作用区的热量。
③选用合适的电流,一般采用较低的电流强度。
④对于重要的零件,为了便于堆焊层的加工以及消除残余内应力和改善金相组织,堆焊后应将焊补层进行热处理(高温回火,退火或正火等)。
3.机械加工
堆焊后的轴应当先校直,然后车、磨加工,如果轴的中部也有磨损时,应先焊补中部,经校直后再焊补两端,二这样有利子堆焊后的校直工作。车、磨加工时宜采用原中心孔作为基准定位,若中心孔磨损;可用修研办法先行解决。
(二)金属喷镀法
金属喷镀法有气喷镀和电喷镀两种方法。
金属气喷镀是利用可燃烧气体—乙炔(或丙烷、丁烷、夭然气等)—氧焰撰烧时发出的热量将金属丝熔化,再用压缩空气流将融熔金属液喷镀在工件的表面上,形成金属渡层。
金属电喷镀是利用直流电源使两根金属丝间产生电弧,从而使不断进给的金属丝熔化,并用高速压缩空气使之雾化和喷射列工件表面上,形成金属镀层。
两种方法喷镀时,压缩空气多在4~6个大气压的吹动下使金属熔液雾化,以每秒140~300m的速度喷到待镀工件表面。
用气喷镀修复转动轴轴颈的情形如图3-15所示。被喷镀的传动轴作旋转运动,其圆周运动线速度为8-12m/min。喷枪作直线上下往复运动,其移动的速度以被镀表面不出现螺旋状的金属镀层为标准。喷枪在导杆上可以上下转动一定的角度(上下倾斜30度)。喷枪与工件的距离为100~150mm左右(电喷为120~200 mm)。太近了温度高,工件可能产生变形,太远,结合强度不高。喷镀层厚度以0.5~1.2为最好,最厚能喷到4mm,但是,喷得太厚,结合不牢脱落;太薄了也不行,因强度不高也易脱落。喷镀前轴颈的直径要车小0.5~2mm喷镀后的表面,都要经过机械加工恢复到原来的尺寸和精度。
金属喷镀层具有多孔性,能在微细的孔隙中容纳润滑油,所以润滑性能优良,具有较高的抗磨性。
喷镀过程简单,零件不需要预热,喷镀后的零件变形很小或不发生变形,特别适用于修理有滑动摩擦的转动零件。
金属喷镀修复轴颈及其他磨损零件表面时,还能弥合其表面的裂纹、气孔之类的缺陷,还可提高零件的防腐蚀性能,增加零件的强度和表面硬度。
气喷镀一般用于喷镀熔点较低的金属如铝、铜、锌、锡、铅等,喷镀高熔点的金属如高碳钢、不锈钢时,喷镀速度应放慢。
电喷镀适合喷镀高熔点的金属或合金,如碳素钢、合金钢、不锈钢、钨、钥、铁等。
金属喷镀的主要缺点在于镀层一与基体的结合强度不及俘接加工,镀层本身抗拉强度也低,因而对于强烈冲击和过大载荷的
磨损零件,在修复前应考虑这些因素。
喷镀工艺过程一般可分为三个主要阶段:
1.喷镀前的表面处理
喷镀前的表面工作处理就是仔细地清除表面的油污、氧化皮、水分和进行整形加工(修整磨损的单边形状等)以及丧面拉毛(车毛、喷砂或电弧拉毛等)。拉毛的日的是使喷射的金属能牢固地与零件表面结合。
2.喷镀金属
应在拉毛后立即进行,否则,显露的金属基体层会很快在空气中形成氧化层。喷镀过程中不能间歇,不能中途停顿,必须一
气呵成。否则,将影响结合强度。
3.机械加工
因为喷镀层的表面是微粒状态,所以,机械加工时最好采用磨削加工,如果采用车削加工,或刨削.如工时,必须使刀具具有
较大的前角,而且刀刃一定要锋利,否则,将会使镀层微粒成片啃下。


