

外圆磨床工作台换向回路
- 作者:液压网
- 时间:2012-07-30
- 阅读:576

山于磨床工作台的换向性能要求较高,一般的手动换向(不能实现自动往复运动)、机动换向(低速时会出现死点)和电磁铁换向(换向时问短、冲击大)均不满足其换向性能的要求,它常采
山于磨床工作台的换向性能要求较高,一般的手动换向(不能实现自动往复运动)、机动换向(低速时会出现死点)和电磁铁换向(换向时问短、冲击大)均不满足其换向性能的要求,它常采用机液联合换向的方式来满足换向要求。这种回路可按制动原理分成时间控制式和行程控制式两种。
在时问控制式换向回路中,主换向阀切换油口使工作台制动的时间为一调定值,因此工作台速度大时,其制动过程的冲击量就大,换向的位置精度较低。因而它只适用于对换向精度要求不高的机床,如平面磨床等,对于外圆磨床,为使工作台运动获得较高的换向精度,通常采用行程控制式换向回路。
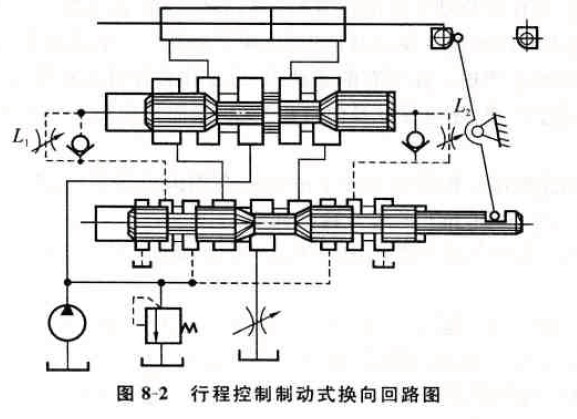
如图8-2所示的行程控制制动式换向回路,它主要由先导作用的机动阀和主液动阀组成,其特点是先导阀操作主阀在换向过程中向左移动时,先导阀阀芯的右制动。当回油通道被关得很小、活塞速度变得很慢时,换向阀的控制油路才开始切换,换向阀阀芯移动,切断主油路通道,使活塞停止运动,并随即使它换向。所以称这种制动方式为行程控制制动。山于在制动过程中有预制动和终制动两步。所以工作台换向平稳,冲击小。工作台制动完成以后,在一段时问内,主换向阀使液压缸两腔互通压力油,工作台处于停止不动的状态,直至主阀阀芯移动到使液压缸两腔油路隔开.工作台才开始反向启动,这个阶段又称端点停留阶段.其时问可由主阀阀芯两端的节流阀L1或L2来调节.但是由于先导阀的制动行程L恒定不变,制动时间的长短和换向冲击的大小就将受运动部件速度快慢的影响。所以这种换向回路宜用在工作部件运动速度不高但换向精度要求较高的场合。


